
Welding, by definition, is the process of joining two metals together by heating the metal surfaces up to their melting points.
However, the process of welding isn’t as simple as it sounds.
Welding is a highly technical process, with numerous types and techniques that only skilled personnel are able to understand and practice.
There are many types of welding, namely, Arc, Friction, Electron Beam, Laser, and Resistance welding.
Among these types, Metal Inert Gas (MIG), a type of Arc welding, is the most common.
If you’re a beginner and want to learn everything there is to know about MIG welding, this in-depth blog post is your gateway to all of the information you’re looking for.
What Is MIG Welding?
Metal Inert Gas (MIG) is also known as gas metal arc welding (GMAW). This type of welding is basically an arc welding process that joins two metals.
This is done by heating the metals with the help of an arc.
This arc is formed between the surface to be welled and a continuously fed filler electrode.
This type of welding uses a shielding gas to protect the molten pool of weld metal from reacting with elements present in the atmosphere.
MIG welding requires a DCEP (Direct Current Positive Electrode), also known as Reverse Polarity.
How Does MIG Welding Work?
Before we can move onto the actual welding process, you first need to familiarize yourself with some important terminologies that will help you better understand the process of MIG welding.
Your first step of the road to MIG welding is understanding the basics.
Features of a Weld
Parent Metal
The parent metal is the metal that is to be joined by welding.
Filler Metal
This is the metal that is added during the process to join the metals together.
Weld Metal
The weld metal includes all the metal that is melted and retained during the formation of the weld.
Heat Affected Zone
The Heat Affected Zone (HAZ) is that part of the parent metal that gets affected metallurgically but doesn’t melt as a result of the heat of the welding process.
Fusion Line
The fusion line is the boundary between the HAZ and the weld metal. This is basically a non-standard term that is used for the weld junction.
Weld Zone
The weld zone comprises of the HAZ and the weld metal.
MIG Welding Unit/Gun

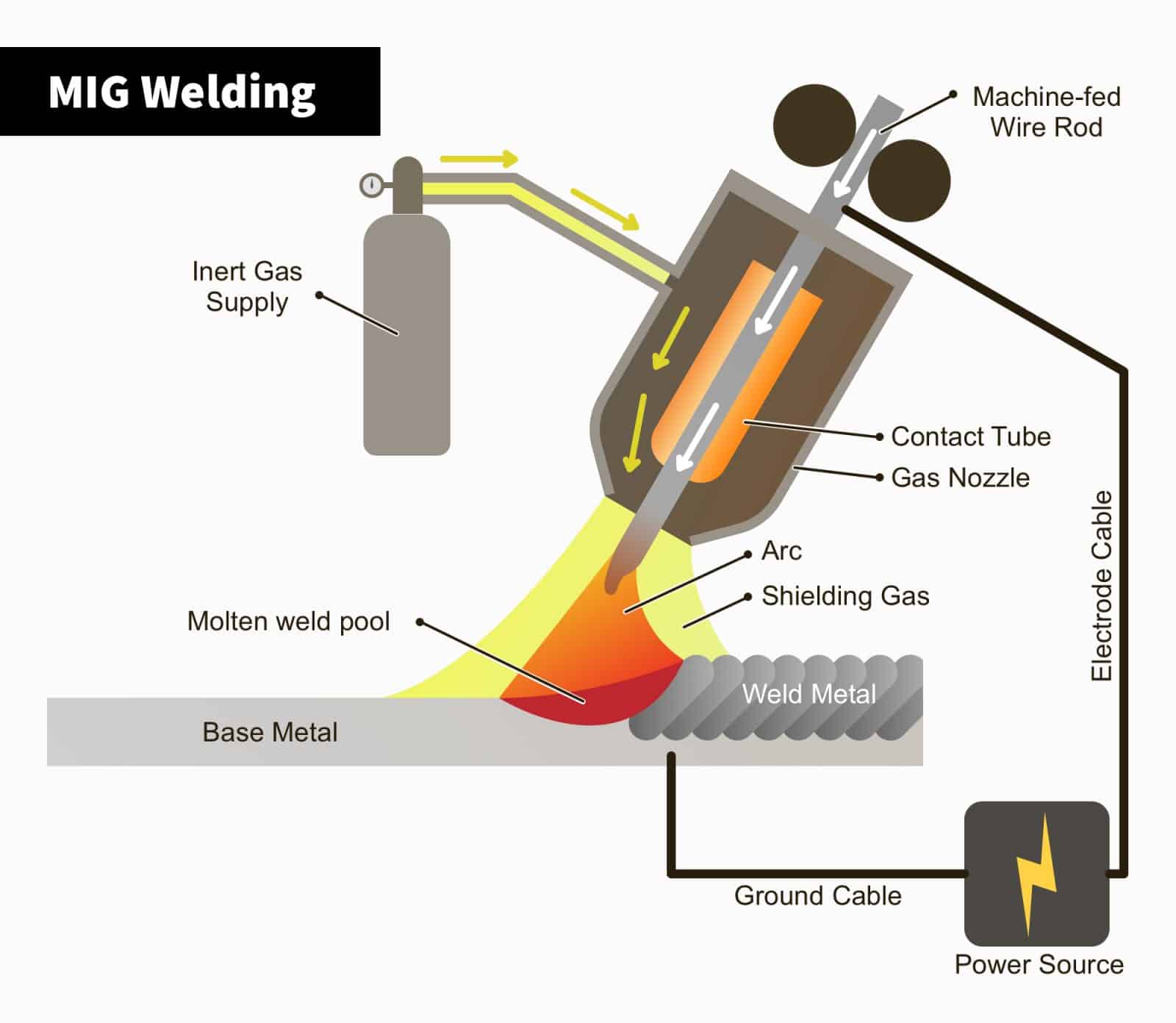
To be able to understand how Gas Metal Arc welding or MIG welding works, you need to understand what a MIG welding gun is.
A MIG welding gun has numerous components, including a control switch, a power cable, contact tip, gas nozzle, gas hose, electrode conduit and power, and a shielding gas flow.
The contact tip is usually made of copper and is chemically treated at times. This reduces the spatter produced during the welding process.
The contact tip is connected to a power source via a power cable that is responsible for transmitting the electrical energy to the electrode. The contact tip should be of the right size as it will determine the area of contact between the electrode and the base metal.
The electrode wire is guided and protected by the electrode conduit and liner. This helps prevent buckling and also ensures an uninterrupted wire feed.
The gas nozzle is responsible for directing the shielding gas evenly on to the welding zone. If the flow of gas is inconsistent, the welding area will not be protected the way it should be.
A larger gas nozzle offers a greater shielding effect, which is useful when high-current operations are underway, developing a larger pool of molten weld. Sometimes, you may also find a water hose connected to the gun that is used to cool down the welding unit after high-heat operations.
The wire feed unit is what supplies electricity to the workpiece and drives it through the conduit and liner and on the contact tip.
The Actual Process of MIG Welding
MIG welding is often called wire welding because a wire electrode is used in the process.
A wire electrode consists of a thin wire that is continuously fed to the welding machine from a wire reel. The wire feed may be cored or solid.
A cored wire consists of composites that are formed from a metal sheath with a metal filling or powdered flux, whereas solid wires are simple wires.
When the trigger of the welding machine is pulled, an arc forms between the end of this wire electrode and the workpiece (the metal that is being worked on). The arc that is formed melts both the workpiece and the wire and forms a weld pool.
The wire serves a dual purpose in the process of MIG welding. It serves as a heat source and filler metal for the joint – hence the name wire welding.
The wire is continuously fed through a contact tube made of copper (the contact tip), which conducts current into the wire.
To protect the filler material or the workpiece from reacting with environmental elements, MIG welding uses a shielding gas.
The shielding gas is supplied through a nozzle that surrounds the wire. The selection of the shielding gas depends on the material that is being welded and what it is being welded for.
MIG welding is referred to as a semi-automatic welding process owing to the fact that the rate at which the wire is fed and the length of the arc are controlled by a power source, but the speed of travel and the position of the wire are controlled manually.
Voltage and Polarity
In MIG welding, the wire is positively charged and is connected to a source that delivers a constant voltage.
The voltage that is used in MIG welding is direct current (DC) that flows from the negative terminal to the positive terminal, much like a car’s battery.
The polarity is also standard. As mentioned above, a D/C electrode positive is used, which means that the handle of the MIG welder is connected to the positive side of the circuit.
The direction of the flow of current is from the parent metal into the handle of the MIG welder.
The power source that is used in MIG welding is known as the constant voltage power supply. The welding voltage is adjusted and controlled.
Metal Transfer Modes
There are four metal transfer modes through which the metal is transferred from the wire electrode to the weld pool.
- Short Circuiting Mode
- Globular Mode
- Spray Mode
- Pulsed Mode
Short Circuiting Mode
The short-circuiting mode, also known as the Dip Mode, is characterized by the deposition of continuously fed metal-cored or solid wire electrode during repeated electric short-circuits.
It is a low-heat input method of metal transfer.
The transfer of metal occurs only when the electrode is physically in contact with the molten metal puddle or the base material.
The short-circuiting mode of metal transfer has an all-position capability, including vertical-down, vertical-up, horizontal, flat, and overhead.
It can handle poor fit-up quite well, suitable for pipe applications, is a lower-heat input mode that reduces weld distortion, has greater ease of use, and has 93% or more electrode efficiency.
Globular Mode
In globular mode metal transfer, a continuously fed metal-cored or solid wire electrode is deposited not only in short circuits but rather, in a combination of short-circuits and large, gravity-assisted drops.
The large droplets are irregular in shape. It involves a transition between short-circuiting and globular transfer, with the latter beginning at a point where short-circuiting ends.
This method does not involve the electrode being in contact with the base material.
The numerous advantages of the globular mode of metal transfer include its capability to make welds at exceptionally high speeds, use of inexpensive carbon dioxide gas as shielding gas, inexpensive metal-cored or solid electrodes, and equipment.
Spray Mode
The spray mode is a high-energy mode of metal transfer where a continuously fed cored or solid wired electrode is deposited at a fairly high energy level.
This results in a consistent stream of small droplets of molten metal, unlike the globular transfer method that produces irregularly-shaped droplets.
The spray mode comes with a number of benefits, such as up to 98% electrode efficiency, high disposition rate, excellent appearance of the weld bead, capability of employing a wide range of filler metals and electrode diameter, easy post-weld cleaning, great ease of use, no weld spatter, and adaptability to hard-automation, robotic, and semi-automatic applications.
Pulsed Mode
This method is a highly-controlled variant of the spray mode. The welding current varies between high and low current levels.
The transfer of metal occurs in the form of a single molten droplet when the current level is high.
The pulsed mode of metal transfer in MIG welding is associated with the greatest number of advantages as compared to all other modes of metal transfer.
It has little to no spatter, has a high resistance, a lack of fusion defects, forms weld beads with excellent appearances, has high operator appeal, lower levels of distortion induced by heat, has a welding out-of-position ability, comes with 98% electrode efficiency, and can lend itself well to robotic and automation applications.
Shielding Gases
As mentioned earlier in this blog post, MIG welding uses shielding gases to protect the molten weld pool from reacting to oxygen and other elements that are present in the atmosphere.
However, that is not the only function of shielding gases.
Shielding gases have a significant impact on the transfer of metal and the stability of the arc.
Other functions that it performs include:
- Formation of the arc plasma
- Stabilization of the arc roots on the surface of the material
- To ensure that the transfer of molten metal droplets from wire to the weld pool is smooth
The type of gas that is used in MIG welding determines how deeply the weld will penetrate the metal being welded, the mechanical features of the weld, and the characteristics of the welding arc.
The shielding gases that are commonly used in MIG welding are argon, carbon dioxide, oxygen, and a special mixture of gases with helium.
The shielding gases used to weld different metals are also different. For welding steels, common gases used include 5-25% carbon dioxide, and a mixture of argon and 2-5% oxygen.
For non-ferrous metals, argon and a mixture of helium and argon are commonly used.
What Metals Can Be MIG-Welded?
One of the major reasons why MIG welding is so common is that it can be used to weld any metal (almost).
Although the weld quality from MIG welding is not superior to other types of welding, MIG welding is one of the fastest and the most cost-efficient welding processes.
Moreover, MIG welds are great, if not perfect.
The metals that are most commonly welded by this type of welding include stainless steel, carbon steel, and aluminum, with carbon steel being the easiest metal to MIG weld.
Applications of MIG Welding
MIG welding is the most commonly used type of welding. Its applications are diverse and quite widespread.
Some of the most important applications of MIG welding are listed below:
- The most common application of MIG welding is in the automotive industry. No matter what the size of the vehicle is, MIG welding is employed for automotive repairs. The reason why MIG welding is the top choice for automotive repairs is that it provides sturdy and robust welds up to a mark of 0.5mm
- It is used in sheet metal welding
- MIG welding is used in pipe welds. Not only does it form efficient and long-lasting welds but it also saves on time and cost
Advantages of MIG Welding
The use of MIG welding is widespread for all the right reasons – high-quality welds for non-ferrous and ferrous alloys at a fairly low price.
It is associated with numerous benefits:
- It has the ability to join many types of materials
- It can join materials of different thicknesses
- The equipment components are simple, and thus, readily available in the market at very affordable prices
- The electrode efficiencies of MIG welding are higher (92-98%) as compared to other types of welding
- MIG welding is associated with higher operator factor and welder efficiencies
- It can be easily adapted for hard automation, high-speed robotic, and semi-automatic applications
- MIG welding comes with the capability of all-position welding
- The appearance of weld bead formed from MIG welding is excellent
- The hydrogen weld deposit in MIG welding is lower
- It requires a lower heat input as compared to other types of welding
- The slag and weld spatter is kept at a minimum in MIG welding, which makes the cleaning of the weld easy and quick
- Less amount of welding fumes are produced in MIG welding which makes it safer for welders
- The cost of weld metal/ length deposited is lower making MIG welding a cost-effective welding process
- The skill level needed for MIG welding is lower than what’s needed for other types of welding, making it suitable for beginners
- The welding wire in MIG welding runs continuously with lesser downtime for electrodes replacement
- MIG welding is excellent for tack and spot welds
Limitations of MIG Welding
Although Gas Metal Arc (GMAW) or MIG welding is the most commonly employed type of welding, it does come with certain limitations.
- The short-circuiting mode of metal transfer is a low-heat input mode that restricts the use of this method to thinner materials
- The spray transfer mode is a high-heat input mode that limits the use of this type of welding to thicker materials
- The spray mode of meta transfer is suitable for horizontal and flat welding positions only because of it being a high-heat input mode
- Argon is usually used as the shielding gas in spray mode and pulsed mode of meta transfer which is significantly more expensive than pure, 100% carbon dioxide
- The welder has to stay close to the MIG machine
- The use of MIG welding is limited to indoor welding jobs as wind is a major impacting factor outdoors
- A bottle of gas is always needed with MIG welding
- Since contact tips get spatter on their surfaces often, they get seized up
- For excellent welds, it is necessary that all parts of a MIG welder are working perfectly. However, it is quite a challenge to figure out what exactly is wrong with the machine
The use of Gas Metal Arc Welding (GMAW) is the most commonly used type of welding for a number of reasons, primarily because the level of skill needed for this type of welding is lower than stick welding.
This makes it easy for beginners to work with. MIG welding is not just simple, but it is also very efficient, fast, and cost-effective –all adding to its widespread use in a number of manufacturing industries.
What is MIG welding used for?
MIG welding is suitable for smaller, lower-volume welding work that takes place in metal workshops and in factories.
What is the difference between a MIG and TIG welding?
The main difference between the two types of welding is that MIG welding involves a filler material that runs from the wire through the welder torch. This wire carries with it the electrical current and is what does the actual welding part of the process.
What is the advantage of MIG welding?
The major advantage of MIG welding is the formation of high-quality welds at a much faster speed.